Proactive approach studies corrective maintenance orders on components in the PM program.
By John P. Cook – a root cause analyst at Entergy Nuclear Northeast
Preventive maintenance (PM) is at the heart of maintaining equipment reliability. But one of the dilemmas is how to verify that the right preventive maintenance is being performed at the appropriate times. The solution is to monitor the corrective maintenance (CM) performed during the reporting period.
Preventive maintenance is one part of the overall equipment reliability process, which also includes the corrective maintenance and corrective action (CA) programs. At the James A. FitzPatrick Nuclear Power Plant in Lycoming, NY, PM is defined as reconditioning of a component or component environment before an adverse condition can lead to failure.
PM includes: • Periodic maintenance—planned activities on a routine basis. • Planned maintenance—planned activities initiated by the results of predictive or periodic activities. • Predictive maintenance—periodic monitoring and diagnosis of equipment to forecast and prevent failure.
In the past, determining the effectiveness of the PM portion of the equipment reliability process has been reactive at best. The indicators used were capacity loss and unplanned shutdowns due to equipment failures. We have determined a more proactive method that allows us to check and adjust our PM strategy before any problems become severe enough to warrant capacity loss.
Establish goals
Corrective maintenance on components contained in the PM program is used as an indicator of program health. The goal has been conservatively established as less than 1 percent of the total PM population and is based on industry regulations regarding the U.S. Nuclear Regulatory Commission’s Maintenance Rule (10CFR50.65) components.
Although the total number provides a means to trend, a review of the individual component work packages provides more meaningful information.
Evaluate data
Each corrective maintenance work package is evaluated against the current preventive maintenance strategy. Frequency and content may be altered then to prevent recurrence of the required CM. In some cases, predictive maintenance is initiated to better monitor equipment.
Trends by component type can be established to determine if there is specific weakness in an overall strategy (see Fig. 1). For example, multiple CM work packages over a six-month period on check valves could indicate an overall weakness in the frequency in which a PM is performed or a change in the systems affected. Multiple high vibration conditions on pumps could indicate a poor alignment process. A detailed review allows the unit to identify specific areas to target for improvement.
Risk analysis
The total number of components affecting the overall plant risk assessment is also tracked on a monthly basis. This provides a specific indicator of PMs done on critical plant equipment.
An adverse trend would show the need to increase the priority of the PM review process.
Cost benefit
By tracking man-hours required for these corrective activities, a monthly cost can be quantified and annual cost estimated. This provides the data for cost/benefit analysis to improve PM strategy through the purchase of new vibration data collection equipment, acoustic detection equipment, or in a recent case, installation of infrared inspection windows on motor terminal boxes.
This last example allowed post-work testing after motor termination and provided the means for predictive monitoring. Cost of installation on the targeted population was far less than the cost of one motor failure.
Most industries already track the corrective maintenance performed at some regular interval. Comparing that data to the components maintained by preventive maintenance is easily done by hand or with a simple spreadsheet program. Knowing the health of a PM program provides the feedback loop vital to continuous improvement of the overall equipment reliability process.
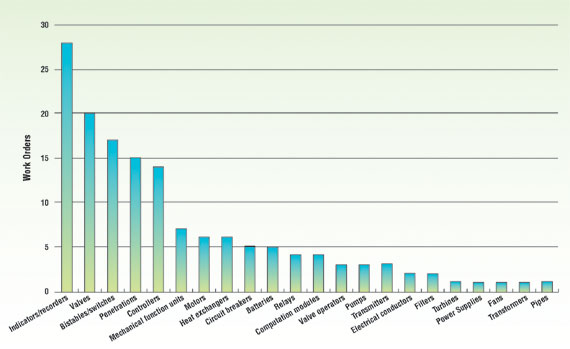
Fig. 1. Compare the number of work orders by component type and perform a detailed analysis on those that are
significantly higher than the others. Here only the five highest component types were reviewed by the nuclear power plant.
John P. Cook is a root cause analyst at Entergy Nuclear Northeast.
James A. FitzPatrick Nuclear Power Plant, 268 Lake Rd., P. O. Box 110, Lycoming, NY 13093
Telephone (315) 349-6591
Related Articles

Proactive Maintenance for Hydraulic Cylinders