Bearing Failures Dry Up at Weyerhaeuser
Joel White, Practicing Oil Analysis Magazine
Proactive Lubrication Management is Key to Achieving Machine Reliability
Weyerhaeuser containerboard packaging plant, located in Valiant, Oklahoma, provides paperboard, including linerboard and corrugated medium for the manufacture of container boxes. Like all industry these days, the economics of running a plant requires a keen eye on operating costs. In an effort to increase uptime and reduce maintenance costs, the mechanical maintenance team at the Valiant plant undertook a program to reduce dryer bearing failures with lubrication management, which included aggressive contamination control and oil analysis.
Operating conditions in a paper plant are hostile. Risk of ingress of free water, steam and particulate contamination is ever present. Additionally the lubricant is often subjected to extreme temperatures when over-pressurized steam leaks past a gland seal, possibly reducing the lubricants viscosity below acceptable levels. In the 1980s the increasing failure rate of dryer bearings was producing unacceptable levels of unscheduled shutdowns. Correcting this problem became a primary focus for the plant’s technical staff. No single event triggered the investigation, but a generally high rate of failures prompted a review of the lubricating system of the #1 paper machine (#1 PM).
There are 92 dryers on the machine and bearing failures peaked at 25 per year on the drive side during this period. Sometimes, as many as 7-8 bad bearings on both the drive and tending side required replacement during a shutdown. Likewise, frequent unplanned shutdowns adversely affected production output and profitability. The high frequency of bearing failures was deemed abnormal and triggered a thorough investigation. The team set out to determine why the bearings were failing and to implement a maintenance program designed to target and control the root causes.
Life is Too Short
Research into the SKF Bearing Company’s L10 life calculations suggested that the dryer machine bearings should yield a life of 14.3 years, not the 3.7 years the plant was seeing. Operating at 26% of expected bearing life led the team to look further.
SKF states that bearings typically fail due to fatigue, poor lubrication, contamination, faulty mounting and careless handling. The plant opened in 1971 and the #1 PM had relatively new bearings that were well within their expected fatigue life. Likewise, faulty mounting and careless handling were ruled out, leaving poor lubrication management and contamination as the likely root causes.
During the initial investigation of industry literature, it was apparent that both particle and water contamination substantially decrease bearing life. Particles, especially those of clearance-sized particles in the 1 to 10 micron size, seriously diminish lubrication effectiveness and slash bearing life (Figure 1).
Likewise, moisture contamination similarly cuts bearing life (Figure 2). It is interesting to note that the most dramatic life extension is achieved when moisture is controlled to below 500 ppm (0.05%), which is difficult to achieve in the wet environment of a paper mill.
The research about rolling-element bearing life was conclusive. Contamination kills bearings. In addition to other improvements in lubricant specification and practice, the team decided to undertake an aggressive program of contamination control.
A History Lesson From Weyerhaeuser
- During 1981, the #1 PM experienced 30 bearing failures. Reliable records starting from 1980 suggest that during that period the dryer bearings were subjected to ISO viscosity grade (VG) 220 lubrication operating at ISO 21/17 particle contamination levels and typical moisture levels of 400-500 ppm (.05%).
- Contamination spikes due to sudden ingress caused by seal leaks were common (see Figure 3).
- During 1984 the viscosity of the system oil was increased to ISO VG 320 from ISO VG 220 due to the higher temperature operating conditions associated with the operation and the desire to maintain a thicker oil film.
- In 1984, 1986 and 1992 several gears were replaced due to abnormal wear. The bearings were also replaced during these overhauls, accounting for the high number of bearings replacements during that period.
- The period of 1980 until 1988 is considered to be the period of heavy failures and unplanned shutdowns. The plant typically experienced two (2) unplanned shutdowns each month during this period due to failures, which combined with biweekly scheduled shutdowns for routine maintenance to produce unacceptable availability.
- In 1989, Weyerhaeuser replaced the existing 40-micron oil filter elements with a 6-micron absolute filtration system. They also installed a permanent vacuum dehydrator on the lube tank to decrease the oil’s water content. Replacing the steam coil air heater, which commonly leaked condensate into the oil, with electric heaters at a low-watt density, helped to further decrease the water content. SKFs data, comparing contamination level to expected bearing life provided the justification for these upgrades.
- Immediately following this implementation, the company experienced a reduction in bearing failures. In 1992, the gears displayed a much lower degree of teeth thinning than was previously observed and the gear change out was deemed optional (see Figure 3). The bearings were changed out as well.
- In 1998 the 6-micron absolute oil filters were upgraded to 3-micron absolute elements. At this writing, it is too early to see the added benefits of this move, but it is expected to further decrease wear rates and increase bearing life.
- During 1999, a combined total of eight (8) bearings were replaced on the tending and drive sides. This represents an all-time low.
Presently, particle counts are targeted at ISO 16/13 or less, and the water content alarm is set at 100 PPM. This alarm is rarely seen. Improved steam joint maintenance has reduced moisture ingress. Condition Monitoring and Oil Analysis Lights the Path Decreasing oil contamination has produced real financial benefits. The average number of failed drive-side bearings has dropped from 25 per year in 1980-1989, to 4.6 per year since 1990. (Figure 4).
- There were five (5) bad drive-side bearings replaced in 1999 on scheduled shutdowns and there were no unscheduled shutdowns due to bad dryer bearings during 1999. Oil analysis and other condition monitoring techniques have played the following vital roles in achieving this success story:
- Oil is analyzed both for water by Karl Fisher titration and for particles using an automatic particle counter, at the plant’s mini-lab every two (2) weeks. On-site oil analysis enables the team to maintain a tight grip on contamination control, which has proven profitable to the organization.
- In addition to routine on-site used oil testing, more extensive testing is periodically provided by the lubricant supplier. In addition to physical and chemical properties testing, the analysis includes performance testing, such as Timken OK Load / Scar and 4-ball numbers. The antiwear and defoaming additives are often deemed degraded, possibly influenced by sporadic entry of water from leaking steam joint seals that blow condensate past labyrinth oil seals around dryer journals. Oil analysis creates timely detection and correction of depleted additive conditions before the base-oil is degraded, avoiding costly and time-consuming oil changes.
- Vibration analysis typically produced a 3-4 week minimum advance notice of a bearing failure allowing maintenance to be conveniently scheduled. Vibration analysis and oil analysis prove once again to be great allies in the pursuit of mechanical reliability.
Conclusion
Through effective management of the root causes of failure, including a major focus on precision lubrication management, Weyerhaeuser has substantially reduced the frequency of bearing failures. Failures have been reduced by as much as 80% on the drive-end of the paper machine. This case teaches a great lesson. When a focused team of experienced individuals systematically dissect a problem, a solution is usually found. In this case, precision lubrication management and contamination control team up with oil analysis and vibration analysis to provide Weyerhaeuser with the competitive edge of improved reliability through the deployment of technology.
References
- ASLE 76-AM-7B-1
- SKF: New Life Handbook June 1989
- SKF: Technology Evolution, Contamination and Bearing Life
Joel White, Weyerhaeuser, “Bearing Failures Dry Up at Weyerhaeuser”. Practicing Oil Analysis Magazine. March 2000
Related Articles
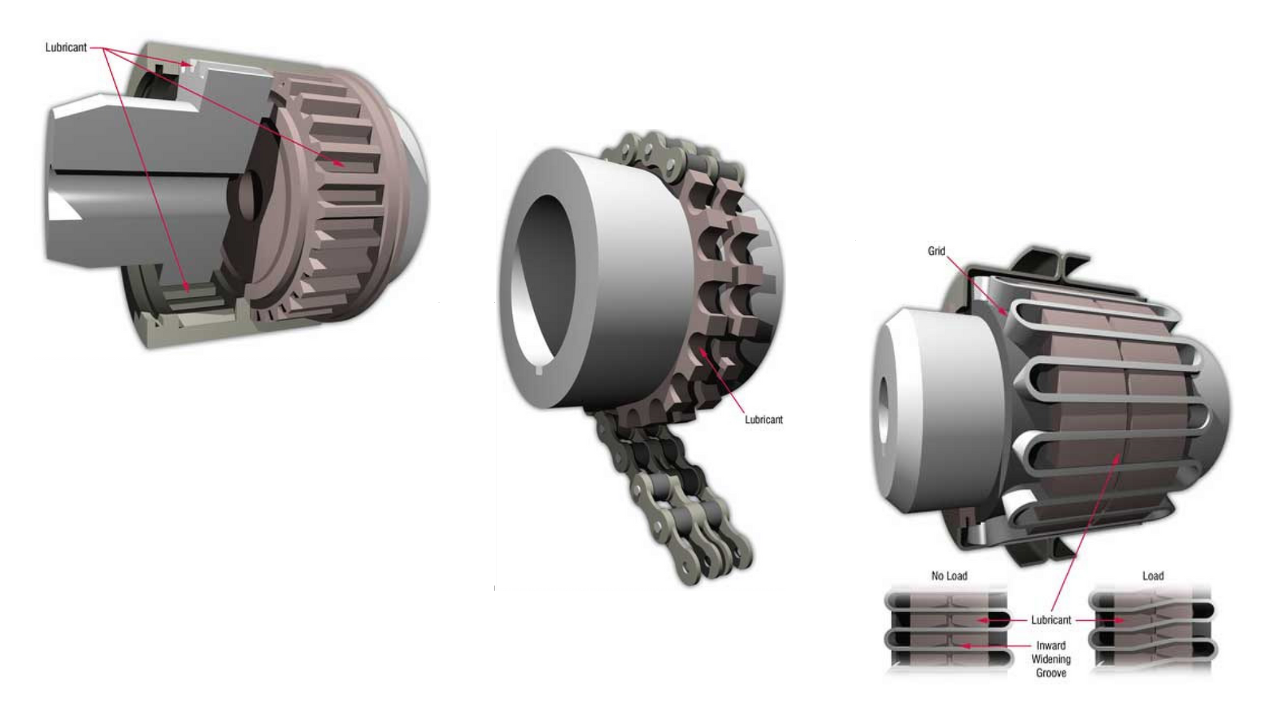
The Lubrication Requirements of Couplings
The Building Blocks to Creating an Effective Lubrication Program

Does Lubrication Belong in the CMMS?

Water Contamination

Ultrasound for Better Lubrication

Top Ten Ways Not to be World Class at Machinery Lubrication