How to Extend Bearing Life
Dr. Chris Carmody
How to Extend Bearing Life?
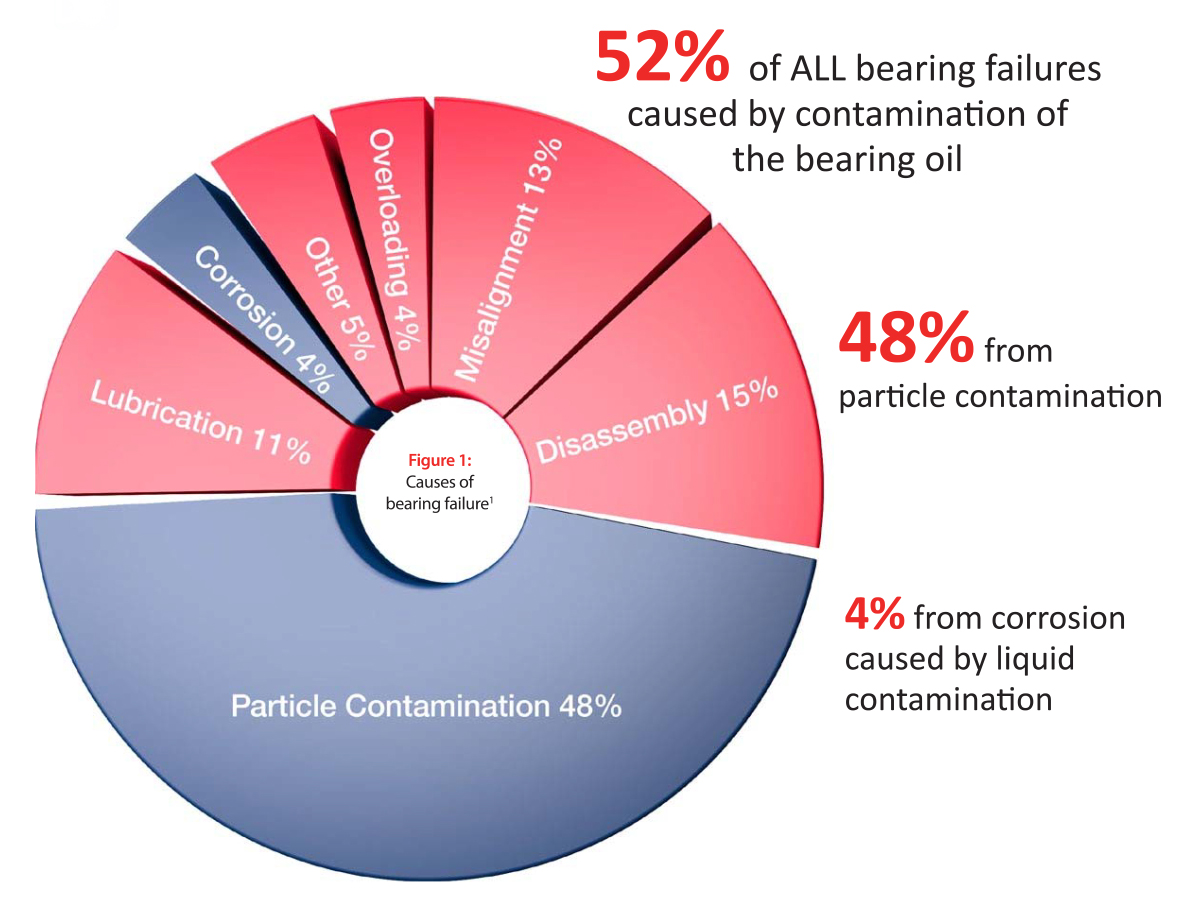
Research into bearing failures1 shows that just over half of them are a result of contamination of the bearing oil (Figure 1). Clearly, it is essential to ensure that this is minimized and, if possible, eliminated to achieve the optimum bearing life necessary to improve equipment reliability and extend bearing life.
One of the significant contributors to bearing oil contamination is the bearing enclosure breathing process required by rotating equipment. When equipment rotates, the bearing housing heats up and the oil/air mixture inside expands, which is then forced through the seal (Figure 2). A problem arises when the equipment cools because the oil/air mixture cools and contracts, sucking air from the external atmosphere through the bearing seal back into the housing (Figure 3). If bearing seals are to work effectively, they must facilitate this “breathing cycle” in order to extend bearing life.
Labyrinth Design
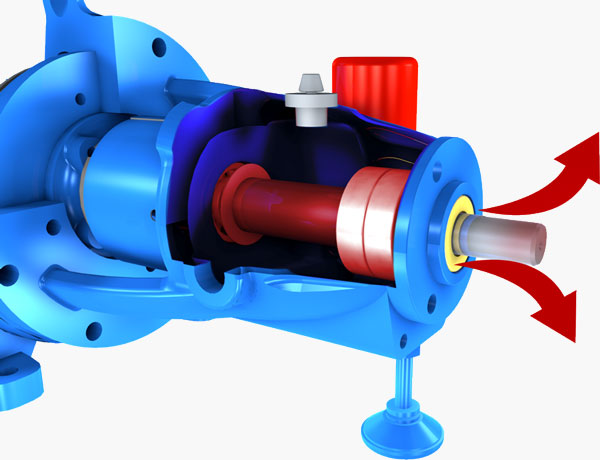
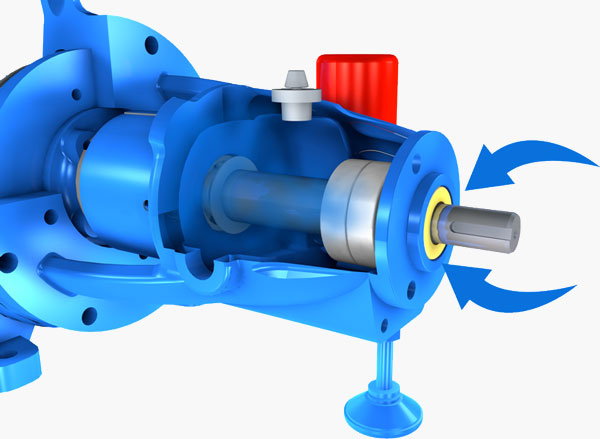
Advanced labyrinth bearing protection seals have been developed that offer dust tight protection against both solids and liquids. These seals are also non-contacting in operation, which addresses the problem of lip seals relying on surface contact with the shaft to form the seal, which results in damage. The labyrinth design overcomes this issue while preventing bearing oil contamination because it incorporates patented dynamic lift technology to protect against the breathing issues that contribute to 52 percent of all bearing failures. This technology uses the centrifugal force of rotating equipment to open a temporary micro gap. By allowing the expansion of the oil/air mixture in the bearing housing, it enables the equipment to breathe (Figure 4). However, when the equipment is not rotating, this micro gap is closed, ensuring no contaminants enter the bearing housing and cause premature bearing failure (Figure 5), allowing you to extend bearing life.
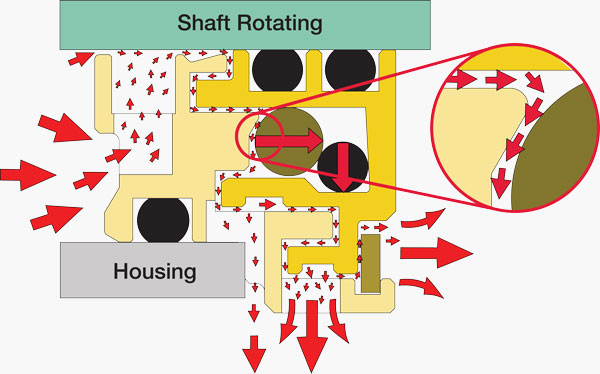
Figure 4: Centrifugal force creates a temporary micro gap, which expands the oil/air mixture in the bearing housing, allowing the equipment to breathe
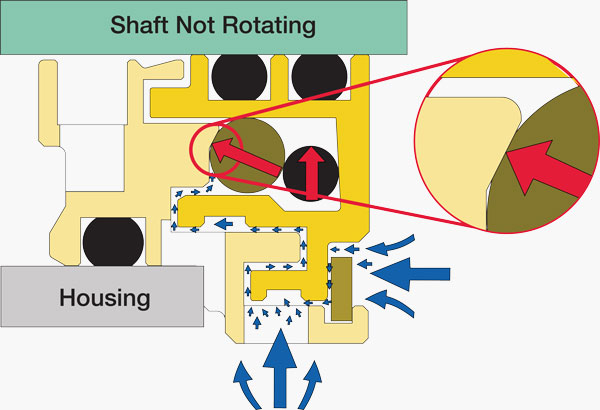
Figure 5: When the equipment stops, the micro gap immediately closes
Rated to IP66 of the ingress protection code, a labyrinth design bearing protector seal is capable of reducing water contamination in the bearing oil from as high as 83 percent to just 0.0003 percent, compared to lip seals2, even when exposed to high pressure water jets. The range is ATEX certified for use in explosive environments and a number of special designs make it suitable for a wide and varied range of applications.
It is also designed with a thinner cross section and seal length than other devices, which means it can be retrofitted on more equipment without having to carry out modifications. Furthermore, the design enables it to be positioned differently on the shaft, meaning shafts already damaged can be fitted with the labyrinth design without replacing the shaft.
Accelerated life test research3 shows that with a stop-start cycle of four times a day, the average life expectancy of the labyrinth design was over 10.5 years. The research also shows that by using Weibayes, an established statistical technique, the average life expectancy also was in excess of 10.5 years. However, because such statistical data only can be modeled with failure data and since no product of this type has ever failed, the results have to be viewed as conservative.
Figure 6 shows the effect of water contamination on a continuous digester that was originally fitted with inadequate bearing protection. The moisture contained in the atmosphere was able to penetrate into the bearing housing. This was enough to destroy the bearings. Independent research4,5 shows that water contamination as low as 0.002 percent (20ppm) in some oils can reduce bearing life by as much as 48 percent. The challenge for maintenance and engineering professionals is to reduce this contamination and provide an effective method of sealing the space between the bearing housing and the drive shaft.

Figure 6: Water contamination on a continuous digester prior to a labyrinth design bearing protector seal being installed
Conclusion
An increasing number of engineers are upgrading to modern labyrinth bearing protectors because they eliminate bearing oil contamination from both dust and moisture. They are also easy to fit, avoiding shaft wear, and are relatively inexpensive. Furthermore, Weibayes research and accelerated life tests have shown that the average life expectancy is in excess of 10 years, offering the opportunity to significantly extend the life of bearings on rotating equipment.
References
- Bloch, Heinz and Budris, Allan. “Pump User’s Handbook: Life Extension, Third Edition.” Lilburn: Fairmont Press, 2010.
- AESSEAL Internal Test Results
- Carmody, C. and Rea, C. “Predicting product life expectancy of the LabTecta bearing protector.” Sealing Technology, Volume 2014, Issue 8: pp. 8-12.
- Schatzberg, P. and Felsen, I.M. “Effects of water and oxygen during rolling contact lubrication.” Wear, Volume 12, Issue 5, November 1968: pp. 331-342.
- Cantley, R. “The Effect of Water in Lubricating Oil on Bearing Fatigue Life.” ASLE Transactions, Volume 20, Issue 3, 1977: pp. 244-248.

Dr. Chris Carmody
Dr. Chris Carmody, PhD, MSc BEng (Honors), is Special Products Manager at AESSEAL®. He has 25 years of experience in the design of mechanical seals. Dr. Carmody started his career as a maintenance engineer in the chemical and process industry before joining AESSEAL® as the company’s first full-time seal designer and development engineer. He is a named inventor on many of the company’s product designs.
Related Articles
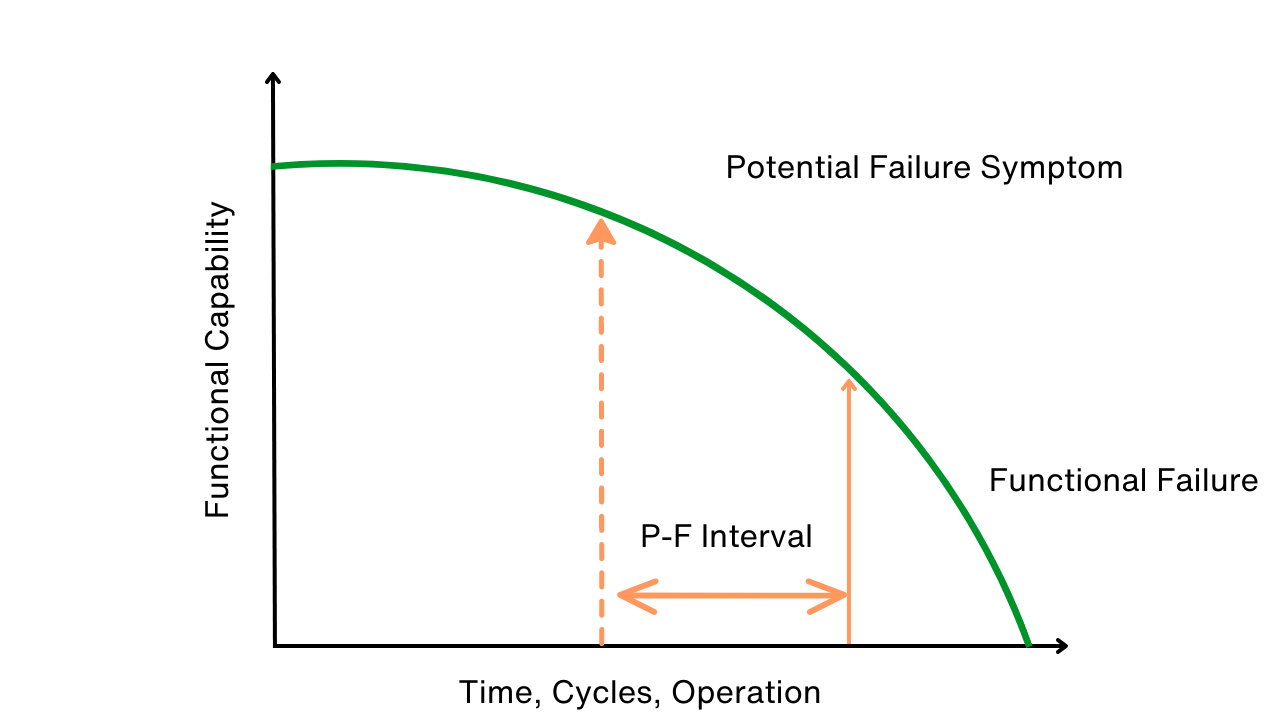
Use P-F Intervals to Map, Avert Failures
The RCM Trap

OEE: Overall Equipment Effectiveness

Can You Really Justify Reliability Centered Maintenance (RCM)?